CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
Hotline 1: 0908.166.228
Hotline 2: 0963.211.459
CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
52 Đường C, Khu TTHC Dĩ An, Phường Dĩ An, Thành phố Hồ Chí Minh, Việt Nam.
Website : http://www.microtech.com.vn - Mail: info@microtech.com.vn
CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
Số 52 Đường C, Khu TTHC Dĩ An, Phường Dĩ An, Tp Dĩ An, Bình Dương
Website : http://www.microtech.com.vn - Mail: info@microtech.com.vn
Thước cặp là một công cụ đo được sử dụng phổ biến trong nhiều ngành nghề như: cơ khí, điện tử, nhôm kính, đồ gỗ, … Cùng Microtech tìm hiểu sâu về thiết bị này và quy trình hiệu chuẩn thước cặp cụ thể thông qua bài viết sau đây!
1.Giới thiệu thước cặp
Thước cặp có nhiều ứng dụng bởi khả năng đo đa dạng như đo kích thước trong, ngoài, chiều sâu, bậc rãnh. Tùy theo chủng loại, thước cặp có khả năng đo với kích thước lớn và độ phân giải đạt 0.01mm, đặt biệt có thể lên đến 0.001mm
Phân loại thước cặp theo kiểu đọc:
- Thước cặp điện tử (digital caliper) là loại chính xác nhất
- Thước cặp cơ kim (dial caliper)
- Thước cặp khắc vạch (vernier caliper)
2. Cấu tạo và hoạt động
2.1. Loại điện tử:
Cấu tạo
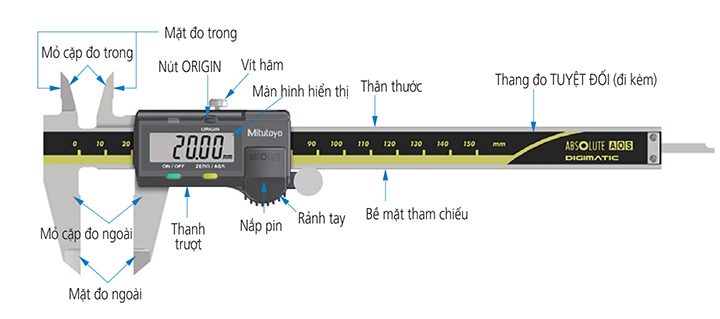
Hình 2.1 Cấu tạo thước cặp điện tử
Nguyên lý hoạt động
Thước cặp điện tử hoạt động dựa trên một loạt cảm biến điện dung được dán dọc theo thân thước:
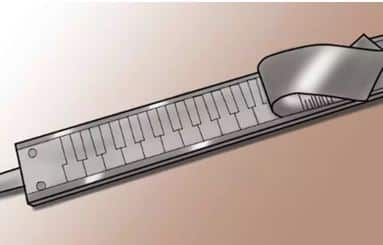
Hình 2.2 Cảm biến trên thân thước cặp
- Những cảm biến này phát hiện sự thay đổi điện tích khi khoảng cách các mũi đo thay đổi. Bên dưới thang đo của thước có một số tấm hình chữ nhật được khắc trên một dải đồng hoặc thủy tinh.
- Ở phía dưới của hàm di chuyển là một bảng mạch. Với các tấm đồng, điều này tạo thành một lưới các tụ.
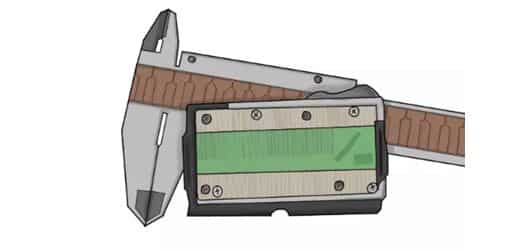
Hình 2.3 Bảng mạch bên trong thước cặp
Khi ngàm trượt di chuyển dọc theo thang đo chính, các tấm hình chữ nhật sẽ thẳng hàng và lệch hàng, làm cho điện tích giữa các tấm thay đổi. Sự thay đổi này được gửi đến 1 con chip ở mạch đo, hiển thị thành kết quả ở màn hình LCD.
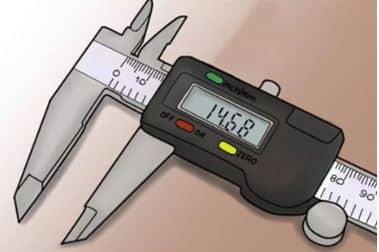
Hình 2.4 Màn hình hiển thị thông số
2.2. Loại cơ kim
Cấu tạo
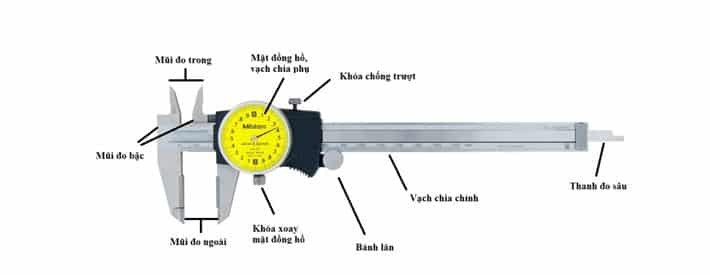
Hình 2.5 Cấu tạo thước cặp cơ kim
Cấu tạo khá tương đồng với loại điện tử, chỉ khác biệt ở vạch chia chính và vạch phụ trên đồng hồ kim.
Nguyên lý hoạt động
- Thước cặp cơ kim có một thanh gồm nhiều rãnh đều nhau, tương ứng với đó là bánh răng. Từ cơ cấu này, chúng biến chuyển động thẳng (trượt thanh đo) thành chuyển động xoay tròn của bánh răng.

Hình 2.6 Bánh răng - Thanh đo
- Thông qua các bánh răng liên kết và kim chỉ thị, mặt đồng hồ khắc vạch để hiển thị kết quả đo.

Hình 2.7 Mặt đồng hồ khắc vạch hiển thị
- Thanh chính có các rãnh chạy dọc suốt chiều dài:

Hình 2.8 Rãnh thanh chính
- Mỗi một chuyển động nhỏ trên thanh chính, sẽ được phóng đại qua cơ cấu kim, vạch chỉ thị trên đồng hồ, nâng cao khả năng đo lường với độ phân giải 0.01mm
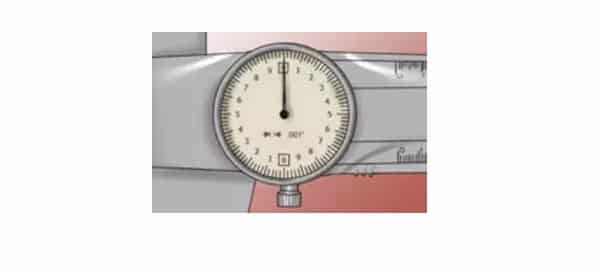
Hình 2.9 Mặt đồng hồ kim hiển thị
2.3. Loại khắc vạch
Cấu tạo
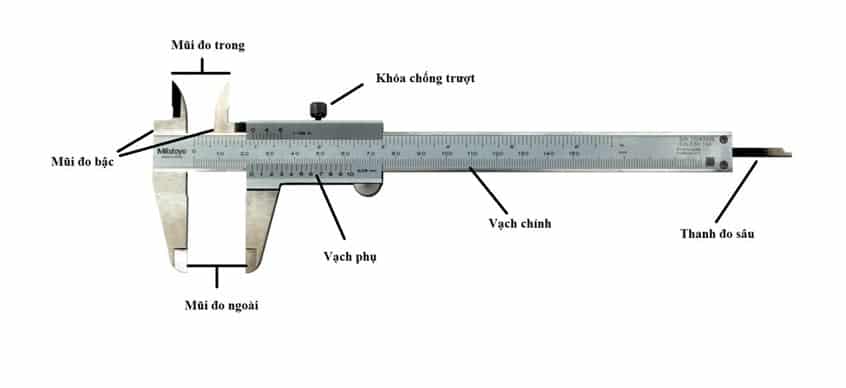
Hình 2.10 Cấu tạo thước cặp khắc vạch
Là loại cấu tạo đơn giản nhất, hoạt động dựa trên thanh khắc chính và ngàm kẹp khắc vạch phụ. Cách đọc là sự kết hợp giữ vị trí vạch 0 trên thước phụ so với thước chính, sau đó tìm vị trí trùng nhau dựa vạch chính và vạch phụ, như mô tả bên dưới:
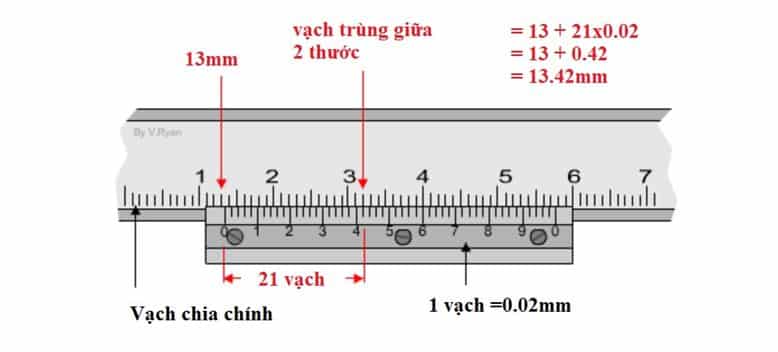
Hình 2.11 Vạch khắc trên thân thước cặp
3. Ứn dụng của thước cặp
- Thước cặp là dụng cụ thường được sử dụng trong nhiều công việc khác nhau: cơ khí chế tạo, điện tử, xây dựng, kiến trúc…với các chức năng đo cụ thể như hình dưới:
Hình 3.1 Đo ngoài Hình 3.2 Đo trong
Hình 3.3 Đo bậc Hình 3.4 Đo sâu
4. Hiệu chuẩn thước cặp
Chính vì thước cặp xuất hiện rất nhiều trong các lĩnh vực đo lường trong sản xuất, chế tạo, xây dựng…đòi hỏi sự đảm bảo chính xác nhằm đưa ra những kết quả đo tin cậy. Việc hiệu chuẩn định kỳ ngoài việc đảm bảo sự ổn định chính xác, mà còn giúp phát hiện các thiết bị lỗi, hư hỏng để tránh ảnh hưởng đến các hoạt động sản xuất.
5. Quy trình hiệu chuẩn thước cặp
- Lưu ý: Đây là quy trình theo chuẩn chung, quy trình cụ thể trên thực tế sẽ có những điểm khác biệt nhất định, phụ thuộc vào nhu cầu của khách hàng.
- Nguồn: DLVN 119 :2003
5.1 Chuẩn sử dụng
|
STT |
Phương tiện chuẩn/ Phụ Kiện |
Thông số kỹ thuật |
Nhà sản xuất/ Kiểu máy |
|
1 |
Căn mẫu song phẳng |
Phạm vi: (0.5 - 100) mm; Cấp chính xác 0 |
INSIZE/ 4100-47 |
|
2 |
Căn mẫu song phẳng |
Phạm vi: (150 - 500) mm; Cấp chính xác 0 |
4101-A150, 4101-A200 |
|
3 |
Bàn đá phẳng |
Phạm vi: (630x400x80) mm; Cấp chính xác 0 |
INSIZE/ 630x400x80 |
|
4 |
Thiết bị đo nhiệt độ - độ ẩm |
Phạm vi độ ẩm: ( 10 đến 95) %; Độ chính xác: 1%RH |
Testo/ 645 |
5.2 Phương pháp hiệu chuẩn
Sử dụng mẫu chuẩn kích thước để kiểm tra độ chính xác của thiết bị cần hiệu chuẩn.
5.3. Điều kiện hiệu chuẩn
- Nhiệt độ: (10 ÷ 30) ºC.
- Độ ẩm: (50 ± 15) %RH.
5.4. Các phép hiệu chuẩn
Để hiệu chuẩn thước cặp cần tiến hành thông qua các phép hiệu chuẩn sau:
- Kiểm tra bên ngoài
- Kiểm tra kỹ thuật
- Kiểm tra đo lường
5.5. Chuẩn bị hiệu chuẩn
- Trước khi bắt đầu hiệu chuẩn cần tiến hành chuẩn bị những công việc sau:
- Lau sạch thước cặp (bằng dung dịch làm sạch như xăng công nghiệp hay dung môi tương đương).
- Đặt thước cặp và chuẩn trong điều kiện hiệu chuẩn không ít hơn 1 giờ.
5.6. Tiến hành hiệu chuẩn
5.6.1. Kiểm tra bên ngoài
Cần tiến hành kiểm tra ngoại quan bên ngoài để đảm bảo thước cặp đáp ứng các yêu cầu sau:
- Đối với thước cặp cơ khí: Trên mặt đo của thước không được có những vết xước, han rỉ, lồi lõm và những hư hỏng khác làm ảnh hưởng đến tính năng sử dụng của thước. Các vạch khắc trên thang thước phải rõ ràng, đều đặn và vuông góc với mép thước. Trên thước cặp phải ghi rõ: giá trị độ chia và ký hiệu cơ sở chế tạo.
- Đối với thước cặp điện tử: các chữ số trên mặt hiển thị phải rõ ràng, không đứt nét.
5.6.2. Kiểm tra kỹ thuật
- Đối với thước cặp cơ khí: khung trượt và khung điều chỉnh tế vi phải di chuyển nhẹ nhàng trên toàn bộ phạn vi đo của thước. Vít hãm phải giữ chặt khung trượt trên thước chính ở bất kì vị trí nào. Khi xiết chặt vít hãm khe sang giữ hai mỏ đo không được thay đổi.
- Đối với thước cặp điện tử: bộ phận hiển thị phải làm việc bình thường.
5.6.3. Kiểm tra đo lường
Thước cặp được hiệu chuẩn đo lường theo trình độ nội dung, phương pháp và yêu cầu sau đây:
* Kiểm tra độ phẳng của mặt đo:
Dùng thước tóc đặt lần lượt theo chiều dài và đường chéo của mặt đo, đồng thời quan sát khe sáng giữa thước tóc với mặt đo. So sánh với khe sáng mẫu, ghi kích thước của khe sáng mẫu tương ứng.
* Kiểm tra độ song song của các mặt đo.
- Trường hợp với thước cặp khi đo ngoài: Dùng căn mẫu có kích thước 5mm kẹp vào giữa mặt đo, xiết chặt vít hãm. Sau đó lấy căn mẫu ra, dùng đũa đo có kích thước khác nhau kiểm khoảng cách giữa hai mặt đo ở vị trí đầu và cuối. Hiệu số giữa kích thước của hai đũa đo tại hai vị trí là độ song song của hai mặt đo.
- Trường hợp đối với thước cặp khi đo trong: Dùng thước vặn đo kích thước của mỏ đo trong (ở trạng thái hai mỏ đo sát với nhau rồi xiết chặt vít hãm) tại hai vị trí theo chiều dài của mỏ: hiệu số giữa số đo lớn nhất và nhỏ nhất tại hai vị trí là độ song song của mỏ.
- Đối với mỏ dao: Đặt thước tại vị trí 10 mm, xiết chặt vít hãm, dùng thước vặn đo kích thước đầu và cuối của mỏ đo trong.
* Kiểm tra vị trí “0”
Đưa thước cặp về vị trí “0”, quan sát khe sáng tạo bởi hai mỏ đo, rồi so sánh với khe sáng mẫu. Ghi kích thước khe sáng mẫu tương ứng.
* Kiểm tra số chỉ của thước
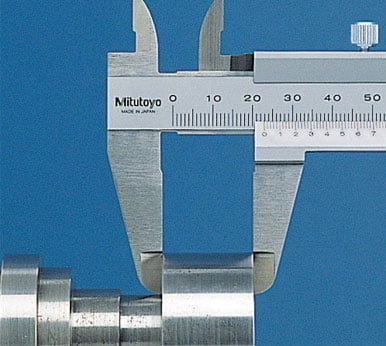
- Đối với thước cặp khi đo ngoài:
Đặt căn mẫu vào giữa hai mặt đo, đo tại 3 vị trí dọc theo chiều dài của mặt đo, ghi số chỉ tương ứng của thước cặp với kích thước của căn mẫu .png)
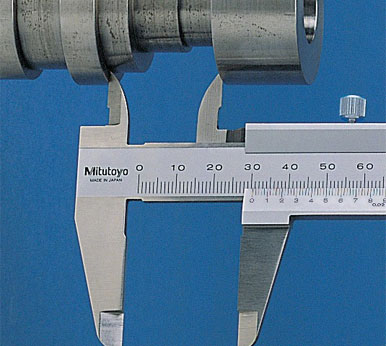
- Đối với thước cặp khi đo trong:
Dùng căn mẫu và bộ gá căn mẫu để tạo kích thước đo trong, hoặc vòng chuẩn của kích thước tương ứng với kích thước cần kiểm trên thước. Dùng mỏ đo trong để đo kích thước “đo trong” (hoặc đường kính của vòng chuẩn) ở cả hai vị trí đầu và cuối của mỏ đo trong. Ghi số chỉ tương ứng của thước.
.png)
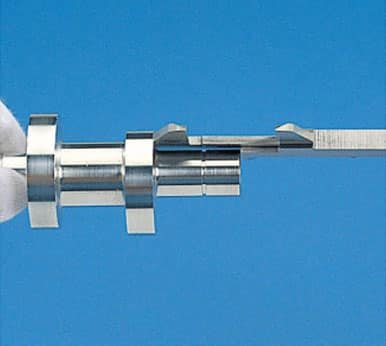
- Kiểm tra đo sâu:
Thực hiện kiểm tra tại điểm 25 mm đối với thước cặp có bộ phận đo sâu như hình 3.
.png)
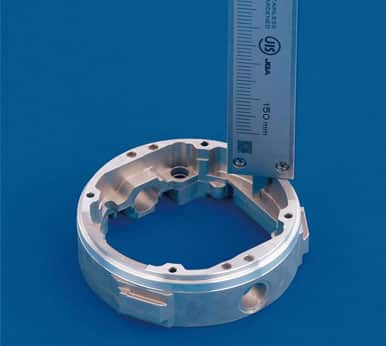
- Kiểm tra đo bước:
Thực hiện kiểm tra tại điểm 25 mm đối với thước cặp có bộ phận đo bước như hình 4.
.png)
Thước cặp sau khi hiệu chuẩn xong sẽ được dán tem, cập chứng nhận hiệu chuẩn kèm theo thông báo kết quả hiệu chuẩn.
Cuối cùng, thước cặp sẽ được dán tem hiệu. Chu kỳ hiệu chuẩn đề nghị là 01 năm.
Xem thêm Hiệu chuẩn thiết bị



