CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
Hotline 1: 0908.166.228
Hotline 2: 0963.211.459
CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
52 Đường C, Khu TTHC Dĩ An, Phường Dĩ An, Thành phố Hồ Chí Minh, Việt Nam.
Website : http://www.microtech.com.vn - Mail: info@microtech.com.vn
CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
CÔNG TY CỔ PHẦN HIỆU CHUẨN MICROTECH
Số 52 Đường C, Khu TTHC Dĩ An, Phường Dĩ An, Tp Dĩ An, Bình Dương
Website : http://www.microtech.com.vn - Mail: info@microtech.com.vn
Panme là một công cụ đo được sử dụng phổ biến trong nhiều ngành nghề như: cơ khí, điện tử, nhôm kính, đồ gỗ, … Cùng Microtech tìm hiểu sâu về thiết bị này và quy trình hiệu chuẩn thước cặp cụ thể thông qua bài viết sau đây!
1. Giới thiệu và phân loại Panme
1.1 Giới thiệu
Panme được hiểu là những thiết bị dùng để đo đường kính, kích thước của các chi tiết có dạng hình trụ, hình ống hoặc dạng lỗ. Nó được sử dụng rộng rãi trong ngành cơ khí chế tạo để đo độ mỏng dày của phôi, đường kính bên ngoài và trong của các trục, độ sâu của khe…. Tùy theo chủng loại, Panme có khả năng đo với kích thước lớn và độ phân giải đạt 0.01mm, đặt biệt có thể lên đến 0.0001mm
1.2 Phân loại Panme
- Phân loại theo công dụng
+ Panme đo kích thước ngoài (Outsite Micrometer)
+ Panme đo kích thước trong (Insite Micrometer)
+ Pan me đo chiều sâu (Depth Micrometer)


.png)
Hình 1.1 Panme đo ngoài Hình 1.2 Pame đo chiều sâu Hình 1.3 Pame đo trong
- Phân loại theo cách hiểu thị
+ Panme điện tử (digital Micrometer) là loại chính xác nhất
+ Panme cặp cơ kim (dial Micrometer)
+ Panme cặp khắc vạch (vernier Micrometer)
.png)

Hình 1.4 Panme điện tử Hình 1.5 Panme cơ kim Hình 1.6 Panme khắc vạch
2. Cấu tạo và nguyên lí hoạt động
2.1 Cấu tạo
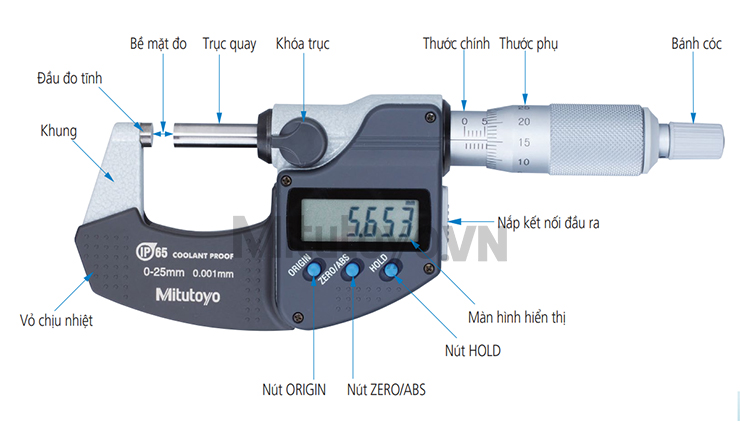
Hình 2.1 Cấu tạo thước Panme
- Nhìn chung cấu tạo các loại Panme khá tương đồng với nhau, chỉ khác biệt ở sự hiển thị số đo trên đồng hồ, màn hình hay vạch khắc mà thôi.
- Ngoài ra cấu tạo của mỏ đo sẽ khác nhau để phù hợp với nhu cầu sử dụng của người dùng.
2.2 Nguyên lí hoạt động
- Panme (thước panme) là dụng cụ đo lường có thể thực hiện các phép đo cực kỳ chính xác, dựa trên cơ cấu trục xoay để điều chỉnh sự di chuyển của các đầu đo và thước đo nhằm xác định kích thước của vật thể cần đo.
- Panme có độ chính xác cao và có thể đo được những khoảng cách rất nhỏ. Hầu hết các panme được thiết kế để đo trong phạm vi một phần nghìn mm (hoặc inch). Độ chính xác của thước panme có thể lên đến 0.0005mm.
3. Ứng dụng của Panme
- Dùng để đo piton, kích thước phanh dĩa, trục khuỷu, kích thước xi-lanh, độ sâu lỗ khoan, ...
- Có thể đo đối tượng có kích thước rất nhỏ với độ chính xác cao.
- Khi đo, vật sẽ không bị tác dụng lực như khi dùng thước cặp.
- Sử dụng khi cần đo vật có độ chính xác cao.
*Một số hình ảnh minh họa khi sử dụng Pame:
 |
 |
|
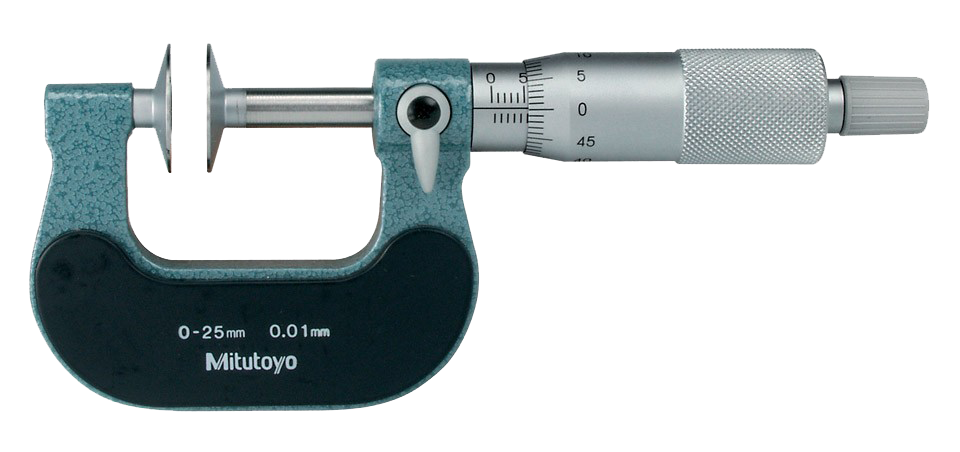
Hình 3.1 Đo ngoài |
Hình 3.2 Đo ngoài dạng đĩa tròn |
.png) |
 |
|
Hình 3.3 Đo trong |
Hình 3.4 Đo độ sâu |
4. Hiệu chuẩn Panme
Chính vì Panme xuất hiện rất nhiều trong các lĩnh vực đo lường trong sản xuất, chế tạo, xây dựng…đòi hỏi sự đảm bảo chính xác nhằm đưa ra những kết quả đo tin cậy. Việc hiệu chuẩn định kỳ ngoài việc đảm bảo sự ổn định chính xác, mà còn giúp phát hiện các thiết bị lỗi, hư hỏng để tránh ảnh hưởng đến các hoạt động sản xuất.
5. Quy trình hiệu chuẩn Panme
- Lưu ý: Đây là quy trình theo chuẩn chung, quy trình cụ thể trên thực tế sẽ có những điểm khác biệt nhất định, phụ thuộc vào nhu cầu của khách hàng.
- Nguồn: DLVN 104 :2002
5.1 Chuẩn sử dụng
|
STT |
Phương tiện chuẩn/ Phụ Kiện |
Đặc điểm kỹ thuật sử dụng |
Nhà sản xuất/ Kiểu máy |
|
1 |
Căn mẫu song phẳng |
Phạm vi: (1 - 100) mm; Cấp chính xác 0 |
INSIZE/ 4100-47 |
|
2 |
Căn mẫu song phẳng |
Phạm vi: (150 - 500) mm; Cấp chính xác 0 |
4101-A150, 4101-A200 |
|
3 |
Bàn đá phẳng |
Phạm vi: (630x400x80) mm; Cấp chính xác 0 |
INSIZE/ 630x400x80 |
|
4 |
Thiết bị đo nhiệt độ - độ ẩm |
Phạm vi độ ẩm: ( 10 đến 95) %; Độ chính xác: 1%RH |
Testo/ 645 |
|
5 |
Bộ kính song phẳng |
N/A |
N/A |
|
6 |
Đèn đơn sắc |
N/A |
N/A |
5.2 Phương pháp hiệu chuẩn
Sử dụng mẫu chuẩn kích thước để kiểm tra độ chính xác của thiết bị cần hiệu chuẩn.
5.3. Điều kiện hiệu chuẩn
- Nhiệt độ: (20 ± 2) ºC.
- Độ ẩm: (50 ± 20) %RH.
5.4. Các phép hiệu chuẩn
Để hiệu chuẩn thước cặp cần tiến hành thông qua các phép hiệu chuẩn sau:
- Kiểm tra bên ngoài
- Kiểm tra kỹ thuật
- Kiểm tra đo lường:
+ Xác định độ không phẳng của đầu đo
+ Xác định độ không song song với 2 mặt đo
+ Xác định sai số chỉ thị
+ Xác định lực đo của đầu chỉnh lực
+ Xác định sai số của thanh điều chỉnh
5.5. Chuẩn bị hiệu chuẩn
Trước khi bắt đầu hiệu chuẩn cần tiến hành chuẩn bị những công việc sau:
- Phải tiến hành vệ sinh Panme và thanh điều chỉnh bằng xăng công nghiệp hoặc các dung dịch có chức năng tương tự
- Đặt Panme và thanh điều chỉnh trong phòng hiệu chuẩn ít nhất 1 giờ để ổn định nhiệt.
5.6. Tiến hành hiệu chuẩn
5.6.1. Kiểm tra bên ngoài
Tiến hành kiểm tra ngoại quan theo các yêu cầu sau đây:
- Bề mặt mỏ đo và thanh điều chỉnh không được han rỉ, xước, lồi lõm, và có những dấu hiệu hư hỏng ảnh hưởng đến độ chính xác của Panme.
- Các vạch khắc trên thước phải rõ ràng, không bị đứt nét.
- Đối với Panme hiển thị số thì các chữ số hiển thị phải rõ ràng, không đứt nét.
5.6.2. Kiểm tra kỹ thuật
- Thước động của Panme phải chuyển động nhẹ nhàng trên toàn phạm vi đo.
- Trục ren phải chuyển động nhẹ nhàng, khi quay trục ren tự do thì đầu chỉnh lực không được trượt.
- Đối với Panme có núm cóc thì núm cóc phải hoạt động bình thường.
- Chốt hãm phải có tác dụng giữ chặt trục ở tất cả các phạm vi đo. Sau khi xiết chặt chốt hãm trục không được dịch chuyển.
5.6.3. Kiểm tra đo lường
Panme được hiệu chuẩn đo lường theo trình từ nội dung, phương pháp và yêu cầu sau đây:
Kiểm tra độ không phẳng của mặt đo
Đặt tấm kính phẳng vào từng mặt đo của thước vặn, sao cho số vân giao thoa xuất hiện ít nhất và đếm số vân giao thoa.
- Trường hợp các vân giao thoa là các vòng tròn khép kín thì độ không phẳng tính theo công thức:
.png)
Trong đó:
P: Độ không song phẳng của mặt đo
m: số vân giao thoa đếm được
l: Bước sóng ánh sáng( đối với ánh sáng trắng l=0.06 µm)
- Trường hợp các vân giao thoa là các đường cung thì độ không phẳng tính theo công thức:
.png)
Trong đó:
a: khoảng cách giữa hai vân giao thoa liên tiếp
b: độ cong của vân giao thoa
- Nếu số vân giao thoa phân bố không đều về hai phía của điểm hoặc đường tiếp xúc, thì lấy phía nào có số vân giao thoa nhiều hơn và tính độ không phẳng theo (1) và (2).
- Khi tính số vân giao theo phải trừ đi 0.6 mm kể từ mép của mặt cần kiểm tra.
Kiểm tra độ song song của các mặt đo
* Cách 1
- Dùng bộ 4 kính song phẳng có kích thước chênh nhau 1/4 vòng quay của pan me và đèn đơn sắc. Lần lượt đặt các tấm kính phẳng tiếp xúc vào hai mặt đo của pan me sao cho tổng số vân giao thoa xuất hiện trên mặt đo ít nhất.
- Độ không song song của hai mặt đo được xác định theo công thức:
.png)
Trong đó:
S: độ không song song
m1 và m2: số vân giao thoa trên hai mặt đo
* Cách 2:
- Dùng bộ căn mẫu có kích thước danh định chênh nhau 1/4 vòng quay của pan me. Lần lượt đặt căn mẫu tiếp xúc với hai mặt đo, vặn thước tác dụng lên căn mẫu và đọc giá trị.
- Tiếp theo, đặt căn mẫu tại 4 góc đối nhau theo đường kính của mặt đo và đọc kết quả. Độ không song song được xác định bằng hiệu số đọc lớn nhất của từng kích thước căn mẫu.
Kiểm tra vị trí “0”
- Chỉnh pan me về vị trí "0"
- Dùng căn mẫu với phân loại bậc kích thước gấp 4 lần của bước ren so sánh với số chỉ của thước vặn trên toàn bộ phạm vi đo.
- Hiệu giữa số chỉ trên thang đo của pan me và căn mẫu là sai số chỉ thị
Kiểm tra lực đo của đầu chỉnh lực
- Đặt viên bi thép vào vùng chịu tải của cân và tâm mặt phẳng đo của thước vặn. Sau đó chỉnh cho trục thước thẳng đứng.
- Sau khi chỉnh cho trục thước vặn thẳng đứng và cân chỉ "0'. Lấy giá trị lớn nhất trên cân dưới tác động của đầu chỉnh lực.
Kiểm tra sai số của thanh điều chỉnh
- Kích thước của thanh điều chỉnh được xác định bằng cách so sánh với căn mẫu chuẩn có kích thước tương ứng.
- Sai số của thanh điều chỉnh được xác định theo công thức.
dm = (1+L/50)
Trong đó:
+ dm: sai số của thanh điều chỉnh.
+ L: kích thước danh định của thanh điều chỉnh
=> Panme sau khi hiệu chuẩn xong sẽ được dán tem, cập chứng nhận hiệu chuẩn kèm theo thông báo kết quả hiệu chuẩn.
Cuối cùng, thước cặp sẽ được dán tem hiệu chuẩn. Chu kỳ hiệu chuẩn đề nghị là 01 năm.
Xem thêm Hiệu chuẩn thiết bị



